Technology
创新科技

在新西兰,只有艾尔邦尼公司拥有逾百年的蜂群管理和蜂蜜生产经验,近30年的实验室品 质检验经验和超过30000份蜂蜜样本检测数据。拥有新西兰蜂蜜行业最先进的分级温控和低温 加工工艺,确保蜂蜜中的活性营养成分被最大程度地保留。
1、例如对于蜂群的管理:百年来的经验累积,让我们知道如何根据新西兰一年四季不同的花季 和目标蜜源植物生长地的转换,有序地转移蜂群采集当季的花蜜和及时分离蜂巢里的单花种蜂 蜜,使我们确保能从源头上采集纯度最高的当季单花种原蜜。我们对蜂群科学的饲养,使得即 使在多风的季节,我们的蜂群也能飞得很远去采集最纯净和最珍稀的蜜源。 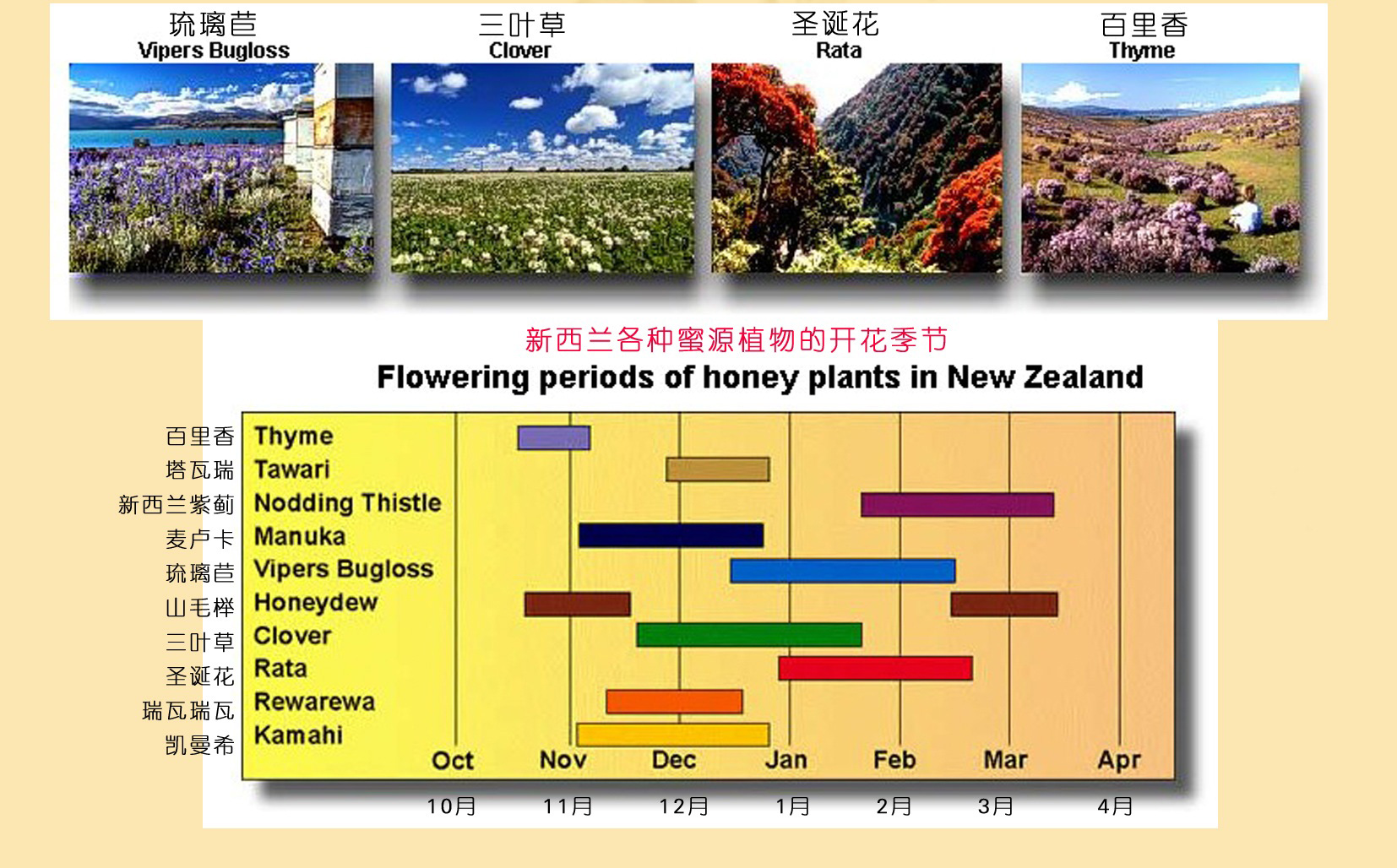
2、独创的产品溯源系统使我们仅根据每瓶蜂蜜瓶身上的条形码和生产批次号,就可以追溯到每 瓶蜂蜜生产的源头,精确到具体的养蜂场和具体的蜂巢,甚至每个批次的检测数据,都能逐一 追溯。
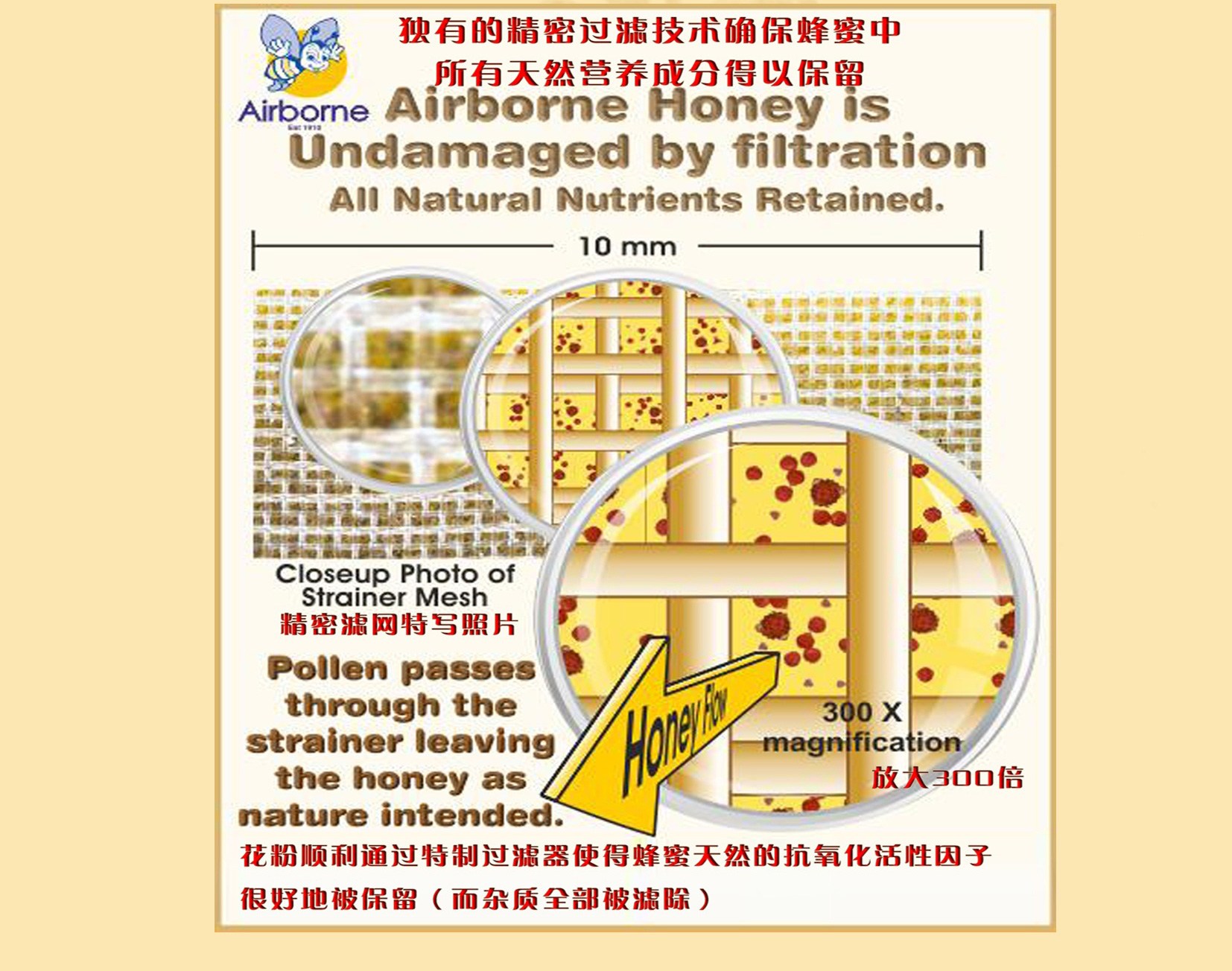
3、由于蜂蜜会自然结晶,而在最终被灌装到零售包装之前必须被液化,如何将未加工的原蜜 液化和过滤净化是酿造蜂蜜的关键,因为原蜜中残留的的水分,杂质和花粉孢子会充当结晶 核而加速蜂蜜结晶。艾尔邦尼公司从不使用常见的会破坏蜂蜜天然活性物质的高温浓缩和超滤加工工艺,其独家专利的分级温控和低温液化加工工艺,使其产品拥有全新西兰最低的热损指标,确保蜂蜜中的天然营养成分和活性蜂花粉被最大程度地保留而将可见的杂质全部滤除,这些仅仅是艾尔邦尼公司日常使用的先进生产技术体系的一部分。
创立于公元1910年的艾尔邦尼哇}司,至今已有百多年的历史,作为新西兰第品牌的蜂蜜酿造 厂商,至今仍由创始人家族控股经营,是新西兰历史最悠久,也是最大的蜂蜜出口公司l在1984 年新西兰解除蜂蜜出口管制后.首创蜂蜜出口品质检测实验空,最早向欧美市场出口蜂蜜,以高 科技设备检测蜂蜜中的花粉含量和品质热损指标,以符合目际蜂蜜产品协会规定的花粉含量品质标 准。1992年荣获美目纽约最佳食品奖J在新西兰拥有“蜂蜜专家”、“蜂蜜中的贵族”之美誉!